En dehors de cuivre et alliages de cuivre, l'acier est le métal le plus populaire de tuyau utilisé aujourd'hui. Un alliage de fer et de carbone, l'acier présente une excellente résistance à la corrosion, un point de fusion élevé et une malléabilité qui est attrayant pour les fabricants. En conséquence, les tuyaux en acier servent conduits comme fiables pour contenu sous d'énormes quantités de pression. Conscient de cette large utilité, les ingénieurs ont mis au point plusieurs techniques pour faire de tuyaux en acier.

Vue d'ensembleEn dehors de cuivre et alliages de cuivre, l'acier est le métal le plus populaire de tuyau utilisé aujourd'hui. Un alliage de fer et de carbone, l'acier présente une excellente résistance à la corrosion, un point de fusion élevé et une malléabilité qui est attrayant pour les fabricants. En conséquence, les tuyaux en acier servent conduits comme fiables pour contenu sous d'énormes quantités de pression. Conscient de cette large utilité, les ingénieurs ont mis au point plusieurs techniques pour faire de tuyaux en acier.
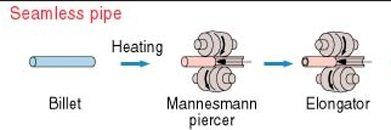
Tubes sans soudure"Sans couture" tubes en acier sont ceux dont la fabrication ne nécessite pas de soudure d'aucune sorte. Le processus commence par un long cylindre d'acier massif connu comme un "billette." La billette est chargée dans une machine spéciale qui utilise une résistance électrique pour chauffer la billette à une température malléable. Une paire de rouleaux à axes perpendiculaires (figure 1) tourner la billette chauffée rapidement autour de son propre axe tout en tirant lentement dans instrument spécial connu comme un "perceur." Le perceur entre lentement dans la billette tournant comme un près formes de tubes parfaits autour de lui. Pour mieux illustrer, penser le processus comme un potier roulant lorsque vous mettez votre doigt dans la partie supérieure de l'argile de filature, un parfaitement symétriques formes de trous dans le chiffres. Formellement, ce phénomène est connu sous le nom "Effet Mannesmann."
Pour obtenir l'épaisseur de paroi souhaitée, la billette creuse entre dans une "élongateur," qui est un nouveau jeu de rouleaux perpendiculaires avec un perceur-forme spécifiquement à serrer dans un tube plus mince.
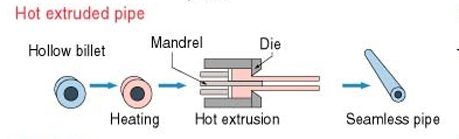
Tuyau extrudé HotLa méthode extrudé à chaud est une variation sur les tubes sans soudure. Prenant la première étape billette creuse, les fabricants chargent dans la presse de chauffage connu comme un "extrudeuse" (Figure 2). Une barre de métal à long destiné à régler le diamètre du tuyau fini (à savoir la "mandrin") Fonctionne de la base de la presse à travers le milieu de la billette. L'autre extrémité de la presse est recouvert d'une ouverture à motif connu sous le nom "mourir," conçu pour régler le diamètre extérieur du tube fini. La résistance électrique chauffe la billette et la presse hydraulique puissant pousse la billette malléable à travers la filière, résultant en un long tronçon de tuyau d'acier.
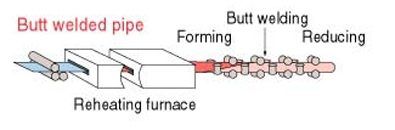
Butt tubes soudésUne longue, rectangulaire d'acier est introduit dans un ensemble de rouleaux parallèles (figure 3). Ces rouleaux aident imperfections lisses et presser la matière dans l'épaisseur finale souhaitée. Ces feuilles aplaties entrent alors dans un haut fourneau, qui les réchauffe pour une plus grande malléabilité. Une fois chauffée, les feuilles de papier en une série de rouleaux parallèles, qui plient progressivement les feuilles dans une spirale serrée. Ce processus est officiellement connu comme "formage."
De même que les bords des feuilles se touchent, d'un arc de soudage automatique des feux de la torche le long de la couture, faire fondre le métal et les faisant fusionner. La "crosse" qualificatif est court pour "joint bout à bout"--a soudage mixte, composée de deux pièces non-chevauchement avec des bords non biseautés.
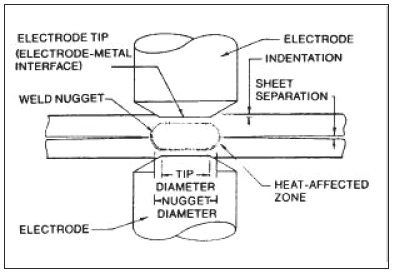
Soudés par résistance électrique (SRE) TuyauConçu pour particulièrement minces épaisseurs d'acier, tuyaux restes explosifs de guerre commencent le même que soudé bout à bout des tuyaux, sauf que le chauffage extrême avant l'étape de formation est généralement pas nécessaire. Une fois que les bords de la feuille enroulée tactile, la couture passe entre une paire d'électrodes spéciales prévues millimètres juste part. Le terminal de chaque électrode toucher le tuyau de chaque côté de la couture et de passer un puissant courant entre les bords de contact. La force de la tension génère une résistance électrique à travers le massif en acier. Cependant, parce que le métal est si mince, il ne peut pas déplacer la chaleur assez rapidement et atteint bientôt son point de fusion, provoquant les deux parties à fusionner.
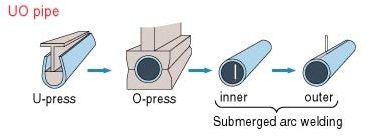
U-Presse, O-Presse (UO) TuyauUtilisé principalement sur les tuyaux d'un diamètre supérieur, le processus commence avec une longue feuille rectangulaire en acier dont l'épaisseur est la même au niveau du tuyau final. Plus important encore, la largeur de la feuille doit être la même que la circonférence du tuyau final.
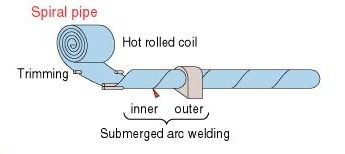
Tout d'abord, une presse avec une surface arrondie oblige la feuille à travers une longue ouverture, le plier dans une profonde, elliptique "U" (Figure 5). Ensuite, la feuille est placée dans un cylindrique "O-Presse," qui pousse vers le bas sur ses deux bords faisant face vers le haut et plie la feuille dans une section transversale circulaire. Les deux bords sont fusionnés fermé par un soudage arc submergé (SAW) de l'appareil. Dans SAW, un puissant courant passe d'une électrode remplie d'un matériau antioxydant hautement conductrice appelée "flux" à travers le tuyau d'acier et à une source d'alimentation et régulateur. La résistance électrique chauffe le flux suffisant pour faire fondre, qui à son tour fait fondre l'électrode. Par conséquent, une longueur sans fin de la nouvelle électrode est constamment introduite dans la zone de fusion.
Spiral pipeConçu pour les tuyaux plus larges d'une épaisseur relativement mince, le tuyau en spirale commence avec des feuilles longues, rectangulaires d'acier qui sont tordus dans une spirale en pile par une série de rouleaux placés le long des bords (figure 6). Les bords sont ensuite fusionnés au moyen d'un dispositif à ondes acoustiques.